 Moldes de dissipador de calor de LED de fundição sob pressão de alumínio, moldes de fundição sob pressão de luz de rua
Moldes de dissipador de calor de LED de fundição sob pressão de alumínio, moldes de fundição sob pressão de luz de rua
 Molde de ferramentas de fundição sob pressão de alumínio
Molde de ferramentas de fundição sob pressão de alumínio
 Fundição de molde permanente | Serviços de fundição de alumínio
Fundição de molde permanente | Serviços de fundição de alumínio
 Molde de fundição sob pressão | Serviço de fundição sob pressão
Molde de fundição sob pressão | Serviço de fundição sob pressão
 Ferramentas de fundição sob pressão | Die Cast Design | Design para manufatura
Ferramentas de fundição sob pressão | Die Cast Design | Design para manufatura
 Moldes de fundição permanente para caixa de engrenagens automotivas
Moldes de fundição permanente para caixa de engrenagens automotivas
 Moldes de alumínio para fundição sob pressão, moldes para fundição de metal
Moldes de alumínio para fundição sob pressão, moldes para fundição de metal
 Moldagem sob pressão para peças de fundição de alumínio e zinco
Moldagem sob pressão para peças de fundição de alumínio e zinco
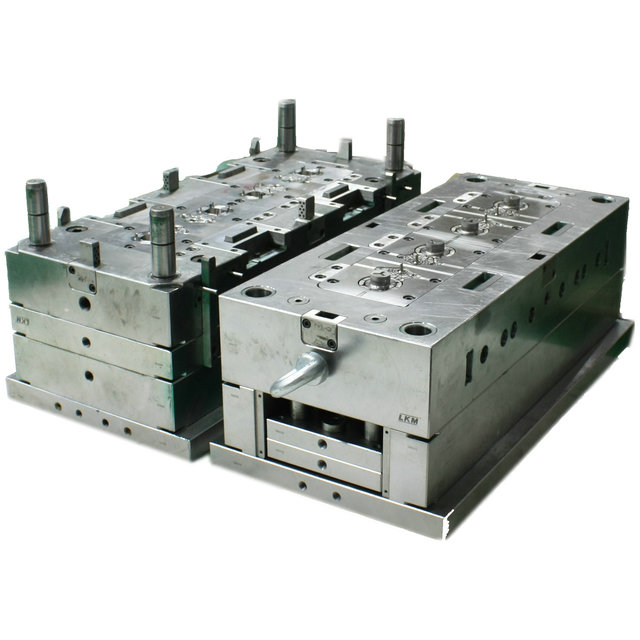
Q1: O que são ferramentas de fundição sob pressão de alumínio?
Matrizes, ou moldes fundidos sob pressão, são feitos de liga de aço para ferramentas em pelo menos duas seções: a metade fixa da matriz (metade da tampa) e a metade da matriz ejetora. Quando a máquina de fundição sob pressão fecha, as duas metades da matriz são travadas e mantidas juntas pela pressão hidráulica da máquina. Durante o processo de fundição sob pressão, o metal fundido é injetado em alta velocidade na cavidade do molde (molde) para formar uma peça fundida sob pressão.
Q2: Qual é a vida útil da ferramenta de fundição sob pressão de alumínio?
As ferramentas fundidas são mantidas para garantir qualidade ideal e máxima vida útil da ferramenta. A vida útil exata das ferramentas de fundição sob pressão depende da geometria e complexidade da peça, das tolerâncias necessárias e, o mais importante, do tipo de metal fundido. Em geral, ferramentas de alumínio podem durar aproximadamente 100,000 disparos, enquanto ferramentas de magnésio duram de 200,000 a 300,000 disparos.
A fundição sob pressão não é um processo barato. Embora a maioria das empresas o considere econômico e rápido, sua descrição se deve à otimização eficiente da fundição sob pressão. Isso significa que eles foram capazes de desenvolver um modelo adequado ao seu processo e aproveitar as vantagens do processo.
Antes de desenvolver a tecnologia CAD, o projeto e produção de moldes era um projeto altamente caro devido a repetidos testes e modificações. No entanto, com a tecnologia CAD, é possível usar análise de simulação para ver o fluxo real do metal fundido durante a fundição sob pressão. Assim, torna-se possível otimizar o projeto e o processo do molde e reduzir custos.
Sim, a reutilização de moldes antigos pode reduzir o custo do molde fundido. Isso só é possível quando o molde antigo tem uma boa moldura. No entanto, se possível, você deve evitar usar um molde velho e desgastado. Em vez disso, quando o molde estiver no fim de sua vida útil, faça uma réplica do molde.
A base da ferramenta de fundição sob pressão de alumínio consiste na periferia externa do molde. Ele contém todas as cavidades que estão incluídas no molde. As seguintes partes do molde são mantidas na base:

A estrutura é alternada em função do processo seguido e do material utilizado. Existem dois tipos de estruturas de base de molde:
O portão usado para o processo de fundição também determina o tipo de molde usado. Manter a comporta dentro do molde é uma tarefa importante e deve ser guardada em local específico. Se não for colocado com cuidado, a espessura das paredes se desvia dos requisitos. Uma base de molde ajuda a manter o portão no lugar.
Valor do molde de fundição sob pressão de alta pressão
A escolha de um material para ferramentas de fundição sob pressão de alumínio depende de vários fatores. Estes incluem, mas não estão limitados a:
Custo
A acessibilidade do material é um fator importante ao fazer a escolha do material do molde. A capacidade do material em criar o molde e entregar os resultados com maior ROI é considerada no processo de escolha do material do molde.
Especificações de material
As especificações do material são mantidas em mente para a fabricação de ferramentas. A maleabilidade, ductilidade, resistência ao desgaste e dureza são algumas dessas especificações. Os materiais com mais dessas propriedades são considerados uma escolha ideal.
A complexidade do design do produto
O produto a ser projetado através do molde é pensado para o molde. A complexidade do produto pode alterar as decisões. O produto a ser criado tem que ser teoricamente ideal e daí a escolha do material.
Todos esses e muitos outros padrões, como resistência à pressão do material fundido e especificações, devem ser considerados ao fazer a escolha.
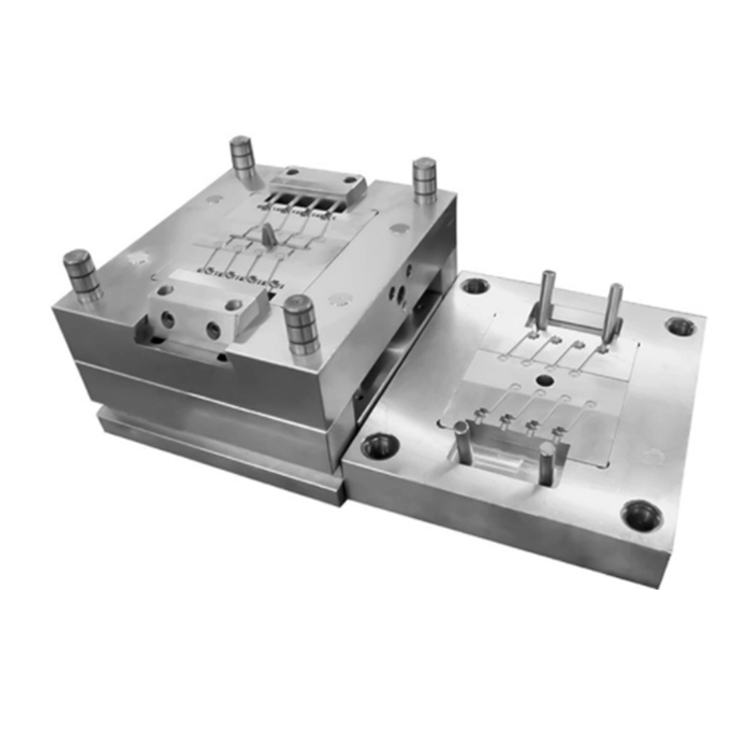
Os componentes do ferramental de fundição sob pressão de alumínio são as peças que fazem o molde funcionar. Essas peças são montadas para criar um molde completo e produzir resultados eficientes. Os principais componentes do molde de fundição sob pressão são:
bases de molde
A base do molde é uma estrutura do molde. Ele contém todos os componentes que são montados juntos para funcionar. Ajuda a manter os portões dentro do molde e a produzir melhores resultados finais.
Pinos
Os pinos são encontrados dentro do molde que é usado para ejetar a peça fundida para fora do molde.
Ejectors
A parte ejetora do molde é colocada na placa móvel. Após a formação completa, ejeta a peça fundida.
Levantadores
Este se move em um ângulo para permitir que o ejetor remova a peça fundida. A liberação do molde é facilitada com o uso de levantadores.
buchas
A bucha é colocada entre o metal fundido e a cavidade para proporcionar fricção reduzida e fácil ejeção da peça metálica.

Guias
As guias são usadas para guiar as agulhas ao ejetar o gesso.
Dispositivos de alinhamento
Esses dispositivos são usados para alinhar todas as partes do molde. O molde é mantido consistente com o uso de travas de alinhamento e outros dispositivos.















