A usinagem é uma parte básica da indústria de manufatura. Existem diferentes tipos de processos de usinagem, que são empregados para transformar matérias-primas em peças e produtos acabados.
Então, quais são os diferentes tipos de operações de usinagem utilizadas na fabricação de produtos e peças? Continue lendo, pois fornecemos informações importantes para entender melhor as operações de usinagem e seus tipos.

O objetivo principal da usinagem é produzir peças ou componentes precisos e precisos para uma ampla gama de indústrias, incluindo automotiva, aeroespacial, eletrônica, médica e muitas outras. A usinagem pode ser usada para criar peças simples ou complexas feitas de vários materiais, como metal, plástico, madeira e materiais compósitos.
Algumas operações de usinagem comuns incluem:
Torneamento: Envolve girar a peça enquanto uma ferramenta de corte remove o material para criar formas cilíndricas.
Fresamento: usa cortadores rotativos para remover material da peça de trabalho e criar vários formatos, ranhuras e furos.
Perfuração: Utiliza uma broca rotativa para criar furos na peça de trabalho.
Retificação: Um processo de precisão que utiliza discos abrasivos para obter acabamentos superficiais finos e tolerâncias restritas.
Mandrilamento: Usado para ampliar furos existentes ou criar furos precisos em uma peça de trabalho.
Serrar: Envolve cortar materiais usando uma lâmina de dentes afiados.
Brochamento: Um processo especializado para cortar formas ou perfis complexos na peça de trabalho.
Usinagem CNC (Controle Numérico Computadorizado) é uma abordagem moderna que utiliza máquinas controladas por computador para executar essas operações com alta precisão e repetibilidade. As máquinas CNC são programadas com instruções que orientam os movimentos das ferramentas para criar a peça desejada.
A maquinação é uma técnica de fabrico fundamental e essencial que desempenha um papel crucial na produção de uma vasta gama de produtos que utilizamos no nosso dia a dia. Sua precisão, versatilidade e capacidade de trabalhar com uma variedade de materiais fazem dele um método preferido para criar componentes personalizados e de precisão.
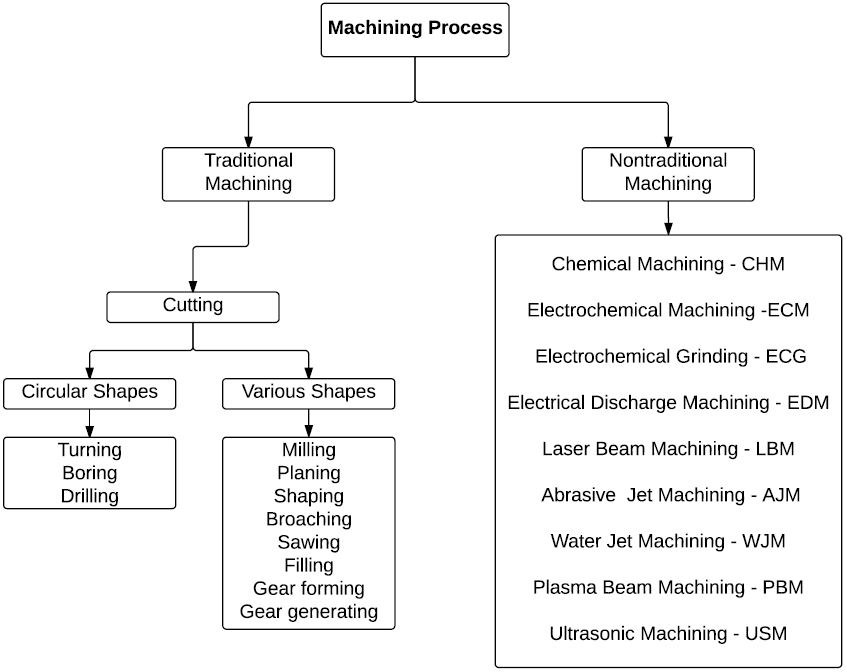
Existem dois tipos principais de operações de usinagem; convencionais e não convencionais. Além disso, esses dois tipos principais possuem outros subtipos para obtenção do produto final desejado. Vamos examinar essas operações de usinagem com mais detalhes.
Também conhecido como usinagem tradicional na fabricação, esse processo envolve o uso de ferramentas de corte para remover o excesso de material de uma peça de trabalho em contato direto. Além disso, esta operação de usinagem ocorre quando a ferramenta de corte interage diretamente com a peça.
Além disso, existem diferentes tipos de usinagem convencional, que incluem;

No processo de torneamento, a ferramenta de corte permanece estacionária enquanto a peça gira. Além disso, é uma operação de torno e envolve a retirada do excesso de material de uma peça com o auxílio de uma ferramenta de corte. Além disso, a ferramenta de corte funciona ao longo de dois eixos de movimento, criando cortes com largura e profundidade precisas.
Além disso, o processo de torneamento funciona muito bem para usinar a parte interna ou externa de um material. O torneamento realizado na parte externa do material é conhecido como faceamento, enquanto o feito na parte interna é conhecido como mandrilamento.
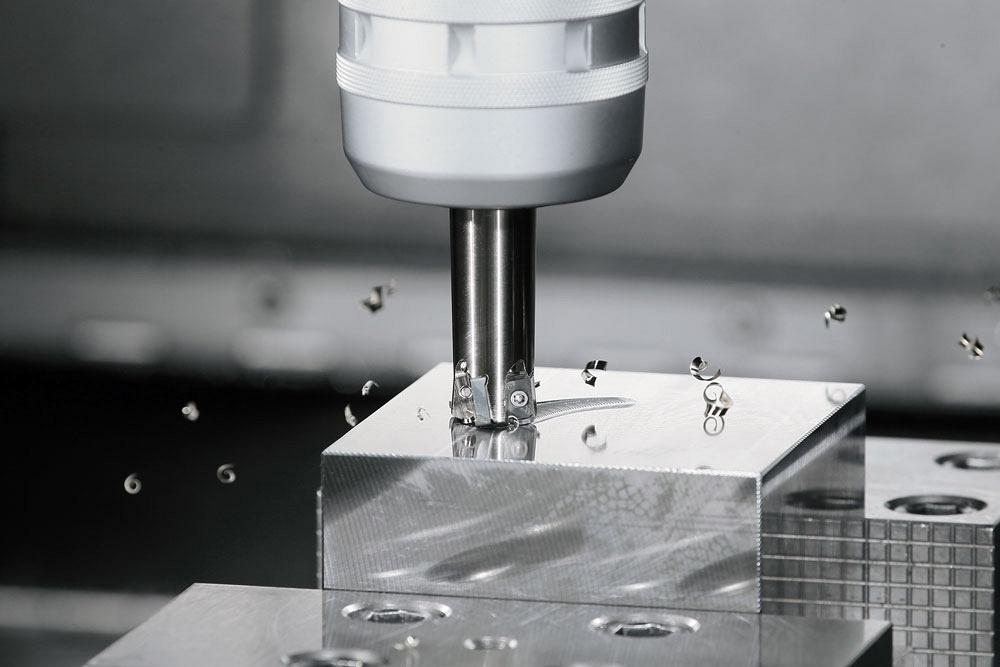
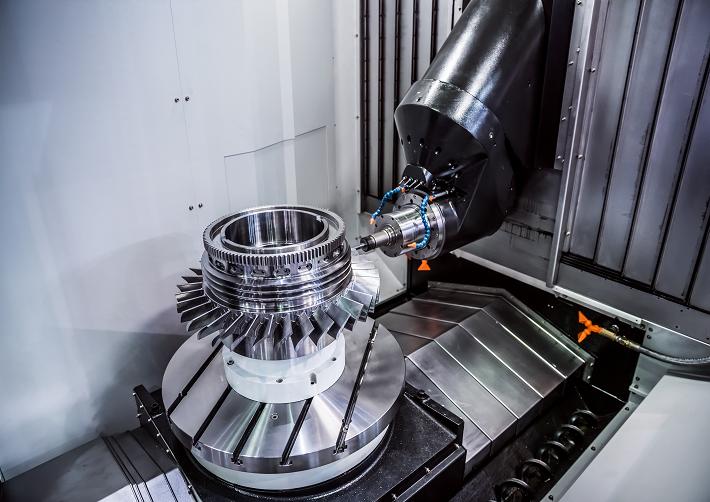
O fresamento é um processo de usinagem que envolve o uso de fresas rotativas para remover material de uma peça. Além disso, existem dois tipos principais de operações de fresagem; fresamento de faceamento e fresamento de placas.
Faceamento é um processo de fabricação de usinagem usado para alisar ou aplainar a superfície de peças de trabalho. Por outro lado, o fresamento de placas é ideal para usinar uma ampla superfície plana. Também envolve fazer cortes planos na superfície de uma peça de trabalho usando as arestas periféricas da fresa.
Além disso, este é um dos tipos de usinagem que envolve um processo complexo e muitas vezes requer uma variedade de fresas especiais para realizar tarefas. No entanto, empresas de usinagem como a RapidDirect oferecem Serviços de fresagem CNC de 3 e 5 eixos, com peças fresadas com tolerância de até 0.02mm.

A perfuração envolve o uso de brocas (ferramentas de corte multiponto) para produzir furos cilíndricos em materiais sólidos. Além disso, as brocas utilizadas para este procedimento apresentam dois canais em espiral. Esses canais, também conhecidos como canais, evacuam os cavacos ou cavacos para fora do furo à medida que a broca avança no material.
Além disso, os furos criados por esta furadeira geralmente auxiliam na montagem das peças. Além disso, a perfuração é aplicada primeiro, antes de rosqueamento, alargamento ou mandrilamento para criar furos roscados ou trazer a dimensão de um furo dentro de uma tolerância aceitável. Isso torna esta operação uma das mais importantes dentre os demais tipos de processo de usinagem.

A retificação é um dos tipos de processo de usinagem ideal para melhorar o acabamento da superfície de uma peça usinada e aumentar sua tolerância. Além disso, o processo produz peças com formatos, acabamentos e tamanhos idênticos. É também o primeiro passo em outras operações de acabamento, como brunimento, lapidação e superacabamento.
Além disso, existem dois tipos principais de moedores; Retificadoras de superfície e retificadoras cilíndricas. As retificadoras de superfície removem pequenas quantidades de materiais de superfícies planas, mas as retificadoras cilíndricas removem materiais de formas cilíndricas.

A serragem visa criar comprimentos mais curtos a partir de formas extrudadas, barras e outros materiais, realizada por máquinas de corte. Além disso, os engenheiros utilizam diferentes máquinas de corte para serrar, incluindo; serras elétricas, serras circulares e serras de rodas abrasivas.
Além disso, a velocidade da fita de serra para serrar depende do material. Por exemplo, materiais mais macios, como ligas de alumínio, exigem uma velocidade de corte de 1000 fpm ou mais. Por outro lado, algumas ligas de alta temperatura requerem uma velocidade de corte mais lenta, de 30 pés por minuto.
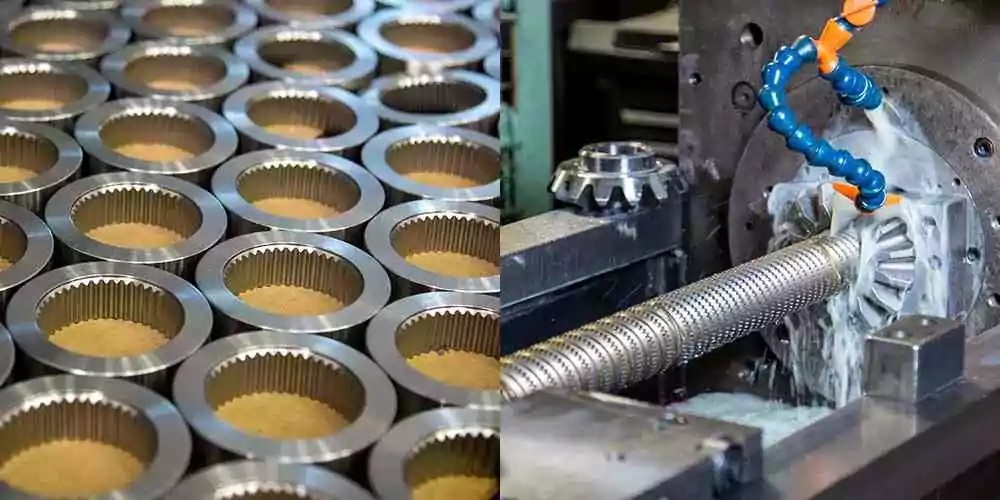
A brochagem envolve o uso de uma broca para produzir furos quadrados, furos estriados, rasgos de chaveta e outras formas. Além disso, um broche é uma ferramenta com muitos dentes dispostos em sequência, semelhante a uma lima. No entanto, difere de uma lima porque uma broca tem dentes desiguais, enquanto uma lima consiste em dentes de tamanho uniforme.
Existem dois tipos de brochagem; broche de tração e broche de pressão. As máquinas tipo prensa vertical são ideais para uso em brochagem push, enquanto as máquinas tipo prensa vertical ou horizontal são ideais para uso em brochagem pull.
Além disso, quando puxado ou empurrado através de uma superfície ou através de um furo líder, um broche faz uma série de cortes com profundidade crescente. Além disso, a velocidade de corte de uma brocha depende da resistência do material. Por exemplo, as velocidades de corte costumam ser tão altas quanto 50 pés por minuto para metais mais macios e tão baixas quanto 5 pés por minuto para metais de maior resistência.

O aplainamento é ideal para grandes superfícies planas, especialmente superfícies que ainda sofreriam raspagem como método de acabamento. Além disso, para reduzir os custos de usinagem, os fabricantes às vezes agrupam peças pequenas para planejamento simultâneo.

Este tipo de pmáquina de precisãog processo não requer contato com a peça de trabalho para remover o material dela. Ou seja, as máquinas utilizadas neste processo não necessitam de contato direto com o material de corte. Existem diferentes tipos de processos de usinagem não convencionais, entre eles;
O processo EDM (usinagem por descarga elétrica), também conhecido como usinagem por faísca, afundamento de matriz, erosão por fio ou queima de fio, envolve a remoção de material por meio de erosão. Além disso, este processo não requer contato direto entre a peça e a ferramenta, tornando-o ideal para usinagem de materiais fracos e propensos a distorção.
Além disso, a usinagem por descarga elétrica é perfeita para cortar materiais exóticos extremamente duros e desafiadores com níveis de tolerância extremamente próximos. Embora a taxa de remoção de material seja lenta com a EDM, os produtos ou peças fabricados requerem pouco ou nenhum polimento.
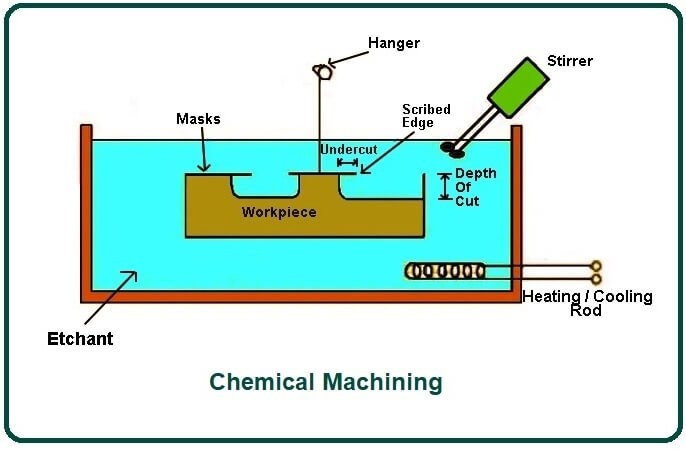
A usinagem química envolve a imersão de uma peça de trabalho em um tanque contendo uma solução química (gravador). O ácido usado para esse processo geralmente é uma mistura de ácidos químicos fortes que reagem ao metal - mergulhar o metal no ácido resulta na dissolução uniforme do metal da peça de trabalho. Além disso, para que um processo de usinagem química seja bem-sucedido, é necessário um Tanque, serpentina de aquecimento, agitador e peça de trabalho.
Além disso, esse processo é ideal para usinagem de materiais duros, quebradiços e outros materiais difíceis de usinar. O custo de ferramentas aqui também é muito baixo e as peças ou produtos produzidos são livres de rebarbas. Além disso, usar esse processo para usinagem economiza tempo, pois a taxa de remoção de material é bastante alta.

ECM, também conhecido como galvanoplastia reversa, remove materiais em vez de adicioná-los, ao contrário da galvanoplastia. É semelhante à usinagem por descarga elétrica, pois envolve a passagem de uma alta corrente entre os eletrodos e um líquido condutor. A diferença é que não há produção de faíscas, desgaste da ferramenta e transferência de tensões térmicas ou mecânicas. Além disso, um acabamento de superfície espelhado e uma alta taxa de remoção de material são obtidos com o ECM.
Devido ao alto custo inicial de configuração do ECM, ele é ideal para produção em massa. É também um processo de usinagem versátil, ideal para usinagem de metais e ligas extremamente duras, bem como formatos irregulares, tamanhos pequenos e furos profundos.
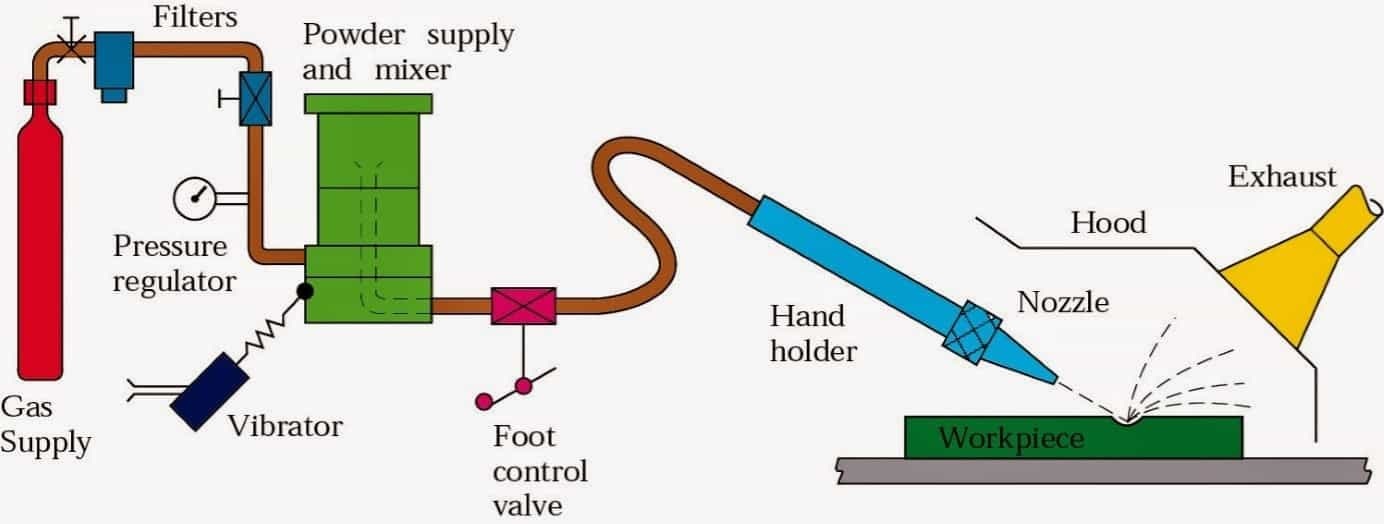
Esse tipo de processo de usinagem não convencional envolve atingir uma peça de trabalho com um fluxo de partículas abrasivas em alta velocidade. Quando essas partículas abrasivas pressurizadas com gás ou ar atingem a peça de trabalho repetidamente, isso faz com que pequenos pedaços do material se soltem. Posteriormente, o jato leva embora essas peças soltas da peça de trabalho, expondo uma superfície fresca ao impacto das partículas abrasivas.
Além disso, a flexibilidade de usar esse processo para usinagem é uma grande vantagem que ele tem sobre outros processos. Além disso, a mangueira utilizada neste processo pode transportar o material abrasivo para qualquer parte da peça para usinagem. Isso inclui peças que normalmente seriam inacessíveis a outros processos de usinagem.
Além disso, a usinagem com jato abrasivo também produz baixo calor, o que resulta em distorção mínima dos produtos e peças fabricadas com esse processo. Também é ideal para remover linhas de partição de peças moldadas por injeção e marcas de gravação em materiais que serão permanentes. Além do mais, funciona muito bem para cortar folhas de metal, usinar ligas fortes e rebarbar plásticos.
São várias as peças necessárias para o sucesso desse processo de usinagem, entre elas;
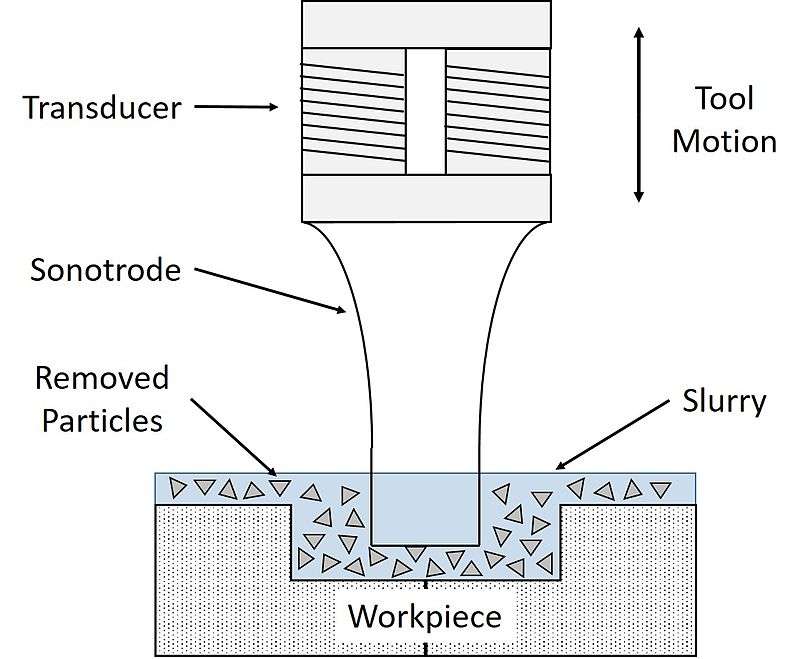
O processo de usinagem ultrassônica remove o material da superfície da peça usando vibrações de baixa amplitude e alta frequência. Além disso, esse processo ocorre na presença de finas partículas abrasivas misturadas com água para formar uma pasta. O tamanho de grão das partículas difere, muitas vezes variando de 100 a 1000.
Além disso, a usinagem ultrassônica usa tamanhos de grão menores (números de grão mais altos) e menos calor para produzir acabamentos de superfície suaves. esse tipo de operação de usinagem é ideal para uso em materiais de alta dureza ou de natureza frágil. Além do mais, seu movimento vibratório cria facilmente formas de corte de furos.
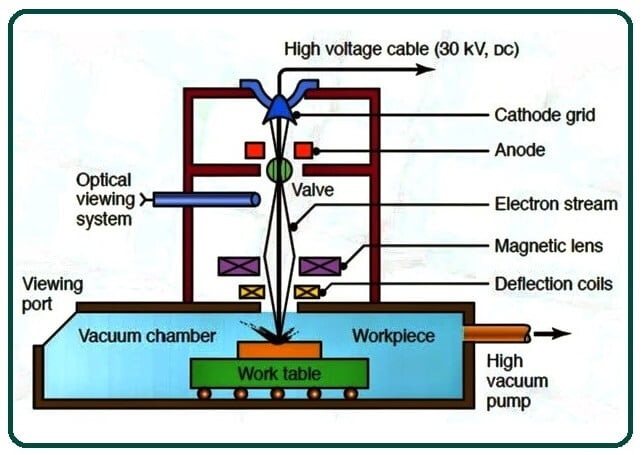
EBM envolve focalizar e concentrar elétrons em um pequeno ponto em um material metálico. É ideal para usinagem de materiais muito duros ou quebradiços que não podem ser usinados com técnicas de usinagem convencionais.
Além disso, o EBM requer menores custos de ferramentas e configuração. Além disso, não há restrições geométricas ao usinar usando este processo, resultando na usinagem de furos muito pequenos com excelente precisão. Assim, o EBM é um excelente processo de microacabamento.
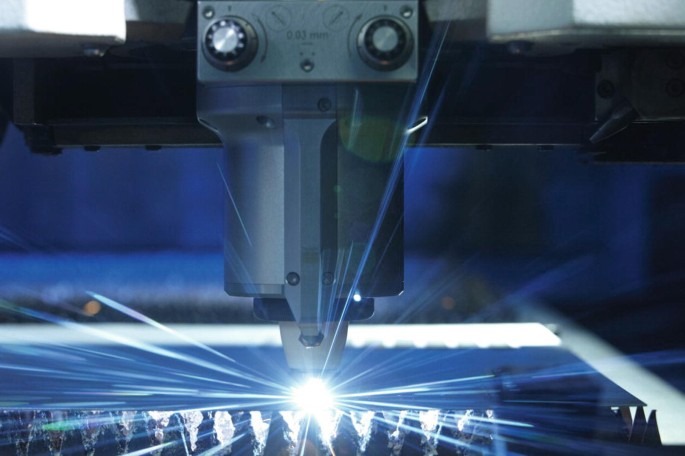
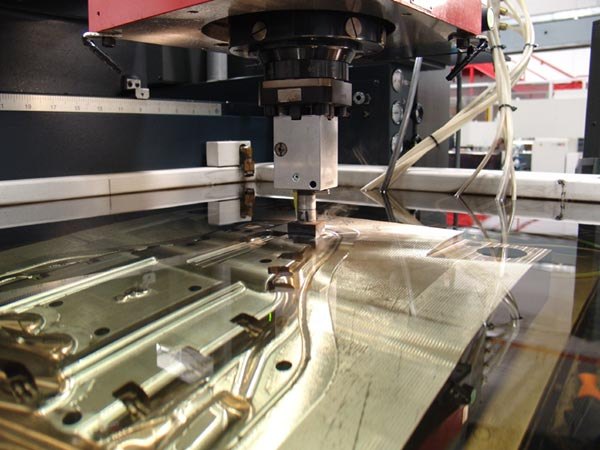
O processo Laser Beam Machining (LBM) envolve o uso de um feixe de laser e energia térmica para remover materiais de uma peça de trabalho. Além disso, o LBM é ideal para uso em processos de perfuração e corte. Ela pode usinar furos muito pequenos ou cortar geometrias complexas em materiais duros.
Além disso, o LBM é ideal para uso em processos de furação e corte. Também funciona muito bem para corte ou gravação parcial, corte de metal de aço, corte de resistor e estampagem.
Além disso, o LBM tem uma taxa de corte rápida e a capacidade de cortar ângulos rasos. Isso facilita bastante a automação de padrões de corte complexos. Nenhum desgaste ou quebra da ferramenta ocorre durante a usinagem com LBM, pois é um processo sem contato.
Até agora, você já deve ter adquirido um conhecimento profundo dos diferentes tipos de processos de usinagem e encontrado suas respectivas vantagens. Precisa de peças usinadas sob medida com geometrias complexas no menor tempo possível? Então RapidDirect é o parceiro de fabricação ideal para você.
A Fuerd presta serviços de usinagem e realizamos usinagem convencional e não convencional. Contamos com especialistas profissionais em usinagem, mais de 150 conjuntos de máquinas de 3, 4 e 5 eixos e outras máquinas CNC, garantindo um retorno rápido e produtos de alta qualidade. Independentemente das técnicas de usinagem que seu produto exija, nós sempre entregaremos.
Oferecemos análise e feedback DFM gratuitos e automáticos, bem como cotações on-line instantâneas de CNC. Além disso, estamos sempre disponíveis para responder às suas perguntas, bem como fazer revisões em seu projeto com nosso suporte de engenharia 24 horas por dia, 7 dias por semana. Portanto, entre em contato com a RapidDirect hoje mesmo para suas necessidades de usinagem.
Existem muitas diferenças entre usinagem convencional e não convencional. Aqui estão as principais diferenças entre esses dois tipos.
A usinagem não convencional produz peças com melhor acabamento superficial do que a usinagem convencional. Isso se deve à alta exatidão e precisão do processo de usinagem. Por outro lado, a usinagem convencional leva à fabricação de produtos menos exatos e precisos do que os produzidos por métodos não convencionais.
A usinagem não convencional pode cortar qualquer material independentemente de sua dureza, tornando-a ideal para usinagem de materiais muito duros e quebradiços. Por outro lado, para usinagem convencional, a matéria-prima não deve ser mais dura que a ferramenta de corte, tornando-a ideal para usinagem de materiais mais macios como latão, aço macio e alumínio 6061.
Em comparação com a usinagem não convencional, a usinagem convencional é um processo mais lento. Enquanto os processos de usinagem não convencionais, como ECM, podem ocorrer em segundos, os processos de usinagem convencionais, como fresamento e torneamento, levam mais tempo. Além disso, esta experiência de velocidade de usinagem mais lenta com usinagem convencional é devido ao contato entre a ferramenta e a peça de trabalho. Esse contato resulta em atrito, o que torna as operações de usinagem convencionais um pouco mais lentas do que suas contrapartes não convencionais.
O uso de um processo de usinagem não convencional leva à produção de peças mais precisas. A razão é que a usinagem da maneira convencional produz cavacos. Além disso, esses cavacos muitas vezes levam à deflexão na ferramenta de corte quando acumulados, reduzindo assim a precisão do processo de usinagem.
Na usinagem convencional, há necessidade de uma ferramenta de corte física, pois o corte aqui requer contato direto. Além disso, este contato também reduz a vida útil da ferramenta. Por outro lado, uma ferramenta de corte não é um requisito importante na usinagem não convencional.
Usinagem convencional e não convencional são os dois principais tipos de operações de usinagem. Aqui discutimos os subtipos de usinagem sob esses dois tipos e as diferenças entre eles.
NINGBO FUERD MECÂNICA CO., LTD
Website: https://www.fuerd.com













