Defeitos em peças fundidas de alumínio
Peças de paredes finas de grande área são frequentemente encontradas na produção de fundição sob pressão de liga de alumínio. Devido às características estruturais de produtos de paredes finas de grande área, muitas vezes há defeitos de fundição sob pressão na produção, o que reduz a taxa de qualificação dos produtos. As causas dos defeitos de fundição sob pressão foram analisadas sob os aspectos de
processo de fundição parâmetros, estrutura do molde, etc., e contramedidas para eliminar defeitos foram propostas.
Além disso, há muitos defeitos no
molde de fundição, como a cavidade de fundição sob pressão, velocidade de vazamento, etc.
Nos estágios iniciais de produção, a taxa de qualificação é de apenas cerca de 20%. Ao melhorar a estrutura do molde e otimizar os parâmetros do processo, a taxa de qualificação aumentou para 95%.
Irrigação insuficiente
1. Análise de causa
A principal razão é a baixa fluidez da fusão da liga de alumínio, que envolve temperatura de fusão, pressão de fundição, temperatura de pré-aquecimento do molde, tempo de fundição sob pressão, tempo de retenção, sistema de vazamento, canais de exaustão e transbordamento, etc.
2. Contramedidas e Efeitos
(l) Os resultados indicam que a temperatura de vazamento é (680 ± 15) ℃.
(2) Escolhemos uma máquina de fundição sob pressão com força de fixação moderada. O projeto original usava uma máquina de fundição sob pressão de câmara fria de 5000kN, mas a conformação não era boa. Depois de usar uma máquina de fundição de 6500kn, a conformação é relativamente grande.
(3) A temperatura de pré-aquecimento do molde deve ser controlada dentro da faixa de (230 ± 20) ℃ e não deve exceder 350 ℃. Caso contrário, durante a fundição sob pressão, devido à alta temperatura do molde, o molde será temperado novamente e a temperatura não poderá ser inferior a 150 ℃. Caso contrário, o molde é propenso a rachaduras. Pré-aqueça com uma chama de gás liquefeito a cerca de 200 ℃ e prossiga com a fundição sob pressão. O molde pode ser aquecido com alumínio fundido em altas temperaturas. A produção em lote só pode prosseguir após a estabilização da temperatura do molde.
(4) Quando a velocidade de injeção é de 5m/s, o tempo de enchimento é de 0.012s, o tempo de retenção é de 1.5s e a força de injeção é de 550kn, a qualidade da fundição sob pressão é boa e atende aos requisitos de produção.
(5) A seleção inadequada da posição do portão e da forma da guia no sistema de vazamento pode levar a um impacto positivo e a correntes parasitas quando o líquido metálico entra na cavidade do molde, reduzindo a velocidade de injeção e fazendo com que o gás seja sugado para o fluxo de metal. Os orifícios de exaustão são muito finos ou poucos, fáceis de bloquear, difíceis de descarregar o gás e moldagem de fundição ruim. Existem diferenças significativas na estrutura dos fundidos antes e depois da transformação do sistema de vazamento. Altere o "portão em forma de t" para "corredor estreito" e o formato do portão de "t" para "corredor estreito". Ao mesmo tempo, orifícios de exaustão e ranhuras de transbordamento foram adicionados na frente do portão, e orifícios de exaustão e ranhuras de transbordamento também foram adicionados em ambos os lados do portão, tornando o fluxo de fusão e a descarga de gás mais suaves.
Deformação de empenamento
1. Análise de causa
Os principais fatores que afetam a deformação por empenamento de peças fundidas sob pressão são o sistema de gating, o sistema de resfriamento e o sistema de ejeção. Quanto menor o tempo de fluxo do portão até o final do fluxo da fundição, menor o empenamento; Se apenas uma porta for usada, a deformação do fundido formado ocorrerá devido à maior taxa de encolhimento na direção do diâmetro do que na direção circunferencial. Durante o processo de fundição sob pressão, a velocidade de resfriamento desigual da fundição também pode levar ao encolhimento desigual da fundição. Essa diferença de contração leva à geração de momento fletor, causando deformação por empenamento da peça fundida. Portanto, a disposição dos furos de água de resfriamento no molde é muito importante. Para garantir uma temperatura de resfriamento equilibrada entre a cavidade e o núcleo, a diferença de temperatura entre os dois não deve ser muito grande. O layout do sistema de ejeção afeta diretamente a deformação da fundição sob pressão. Se o layout do sistema de ejeção estiver desequilibrado, isso levará a uma força de ejeção desequilibrada e à deformação da fundição sob pressão. No projeto do sistema de moldagem, a resistência à desmoldagem deve estar em equilíbrio de fase com a resistência à desmoldagem.
2. Contramedidas e Efeitos
(l) O sistema de vazamento deve ser organizado razoavelmente.
(2) O arranjo razoável do circuito de água de resfriamento é devido às características estruturais do produto, e a velocidade de resfriamento no meio inferior da peça fundida da caixa de luz indicadora é mais rápida do que ao redor. Portanto, o uso de circuitos duplos ao redor da cavidade acelera a velocidade de resfriamento da cavidade e torna o resfriamento do molde mais uniforme.
(3) A disposição dos pinos ejetores é razoável. Devido à grande força de desmoldagem em todos os quatro lados da fundição sob pressão, pinos ejetores relativamente densos são dispostos perto dos quatro lados para equilibrar a força de ejeção.
Desligamento frio
1. Análise de causa
Uma é que a temperatura do molde é baixa ou a temperatura de fusão da liga de alumínio é baixa e a força de injeção é pequena, impossibilitando que o líquido metálico que entra na cavidade do molde se funda quando converge; A segunda razão é que o sistema de vazamento não é razoável e não pode formar líquido metálico em alta temperatura enquanto preenche a cavidade do molde em um curto período de tempo.
2. Contramedidas e Efeitos
① Aumente a temperatura do derretimento e do molde da liga de alumínio e aumente a força de injeção. A rugosidade da superfície da cavidade do molde e do sistema de vazamento é reduzida e a resistência ao fluxo do metal líquido é reduzida. No reparo de cavidades de molde, elimine oportunamente a influência da rugosidade do molde. Modifique o sistema de portas, especialmente o número e a distribuição das portas internas.
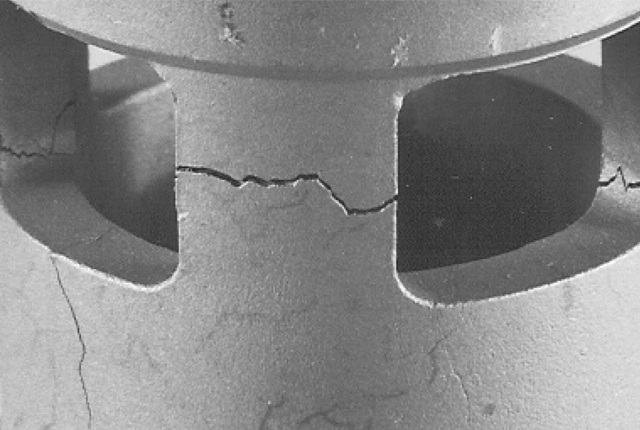
Rachaduras
1. Análise de causa
Uma delas é que a temperatura de fundição é muito alta, resultando em grande encolhimento e rachaduras fáceis; Em segundo lugar, as inclusões de oxidação produzirão trincas, que geralmente são cantos múltiplos ou cantos vivos, principalmente existentes no contorno do grão, reduzindo a força de ligação da interface e facilmente causando concentração de tensão nessas peças. Em terceiro lugar, o ângulo de transição do arco muito pequeno do molde produzirá rachaduras.
2. Contramedidas e Efeitos
(l) Controle estritamente a temperatura de vazamento e controle a temperatura de vazamento abaixo de 695 ℃.
(2) Para garantir a limpeza do carregamento, é necessário que não haja inclusões de oxidação no carregamento, principalmente materiais reciclados que devem ser tratados minuciosamente e utilizados em conjunto com novos materiais. Mantenha o pote limpo durante a fusão e trate a superfície do metal com um removedor de escória.
(3) Adicionando cantos arredondados de fundição nos cantos da estrutura de fundição e alterando os cantos arredondados de fundição do molde de rl.5 para r3.0, o fluxo de metal líquido é suave, o gás é facilmente descarregado e as rachaduras causadas por cantos afiados são evitado.
A fim de eliminar ou reduzir os defeitos de grandes áreas de paredes finas
fundições de liga de alumínio, as principais medidas incluem: 1) projetar a estrutura do molde de forma razoável; 2) Otimizar os parâmetros do processo de fundição sob pressão; 3) Evite impurezas durante o processo de fusão da liga de alumínio; 1) Controle rigorosamente a temperatura de vazamento e a temperatura do molde.
A Ningbo Fuerd foi fundada em 1987 e é uma empresa líder em serviços completos Ferramentas de fundição, fundição de alumínio, fundição de zinco, e fundição por gravidade fabricante. Somos um provedor de soluções que oferece uma ampla gama de recursos e serviços que incluem suporte de engenharia, concepção, moldescomplexo usinagem CNC, impregnação, tombamento, cromo, revestimento em pó, polimento, montagem e outros serviços de acabamento. Trabalharemos com você como parceiros, não apenas como fornecedores.