Máquina de fundição sob pressão, molde e liga são baseados em
peças fundidas sob pressão, e o processo de fundição é executado através deles, os integra organicamente em um sistema eficaz, de modo que a máquina de fundição e o molde possam ser bem combinados, e a estrutura das peças de fundição seja otimizada, de preferência Máquina de fundição , otimizar o projeto do molde de fundição e melhorar a flexibilidade do ponto de trabalho do processo, de modo a fornecer garantia confiável para a produção de fundição. Portanto, é evidente que o processo de fundição sob pressão está contido no molde.
A posição do portão interno durante a fundição afeta o projeto estrutural, a qualidade e
molde de fundição projeto das peças fundidas e a solicitação para definir corretamente a posição do portão interno podem ser obtidos consultando os dados. Devido à variedade de estruturas de fundição, é muito difícil escolher a posição correta do portão interno, mas também existem alguns requisitos básicos. Por exemplo, acredita-se geralmente que o ajuste da porta interna deve fazer o jato de metal durante o enchimento o mais livre possível na cavidade. Ele flui por uma longa distância, ou seja, a posição, forma e tamanho corretos (ângulo de fluxo) da porta interna são combinados com os parâmetros de fundição para fazer o jato de metal expandir e girar de maneira ordenada ao longo do molde parede e continuar a expandir até o fim. A maior parte da cavidade (isto é, a cavidade principal) é preenchida por jatos, e apenas uma pequena parte da cavidade (isto é, a cavidade não principal) é preenchida pelo ramo do metal fundido ou pela colisão do metal derretido. O sistema de transbordamento remove o resíduo.
O mesmo
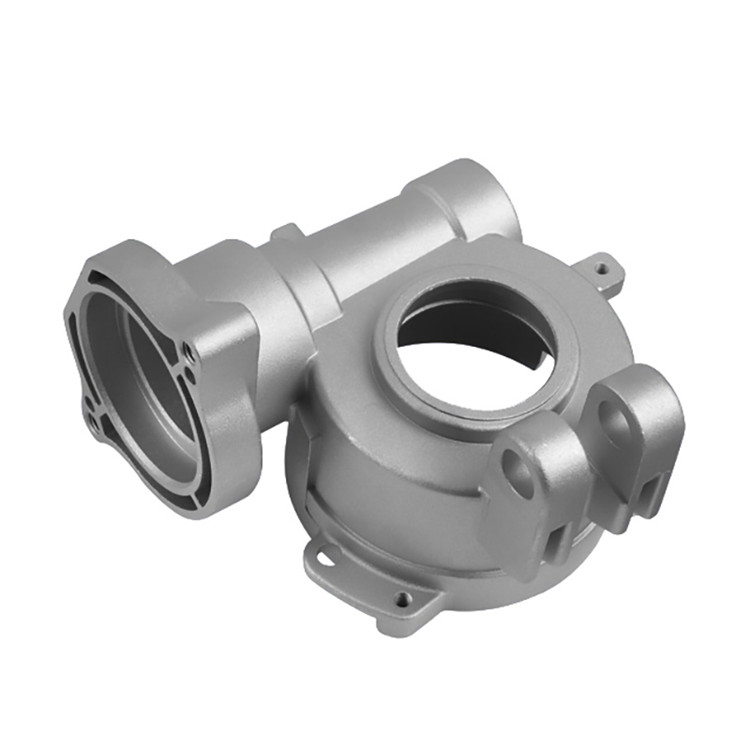
peça fundida escolhe diferentes posições de portão interno e ângulos de fluxo para obter diferentes cavidades principais, cavidades não-tronco e suas respectivas porcentagens de área. Quando a concha é fundida sob pressão, devido às diferentes posições das portas internas, resultados diferentes podem ser obtidos. A cavidade principal e a cavidade sem haste. O portão é perpendicular a uma parede lateral, pois o furo retangular no topo da peça separa as duas paredes laterais, o resultado é que apenas um lado é a cavidade principal; para preencher a outra parede lateral, as duas extremidades do canal devem ser conectadas, e as duas últimas vertentes. O fluxo de líquido converge para completar o enchimento, e esta parte é a cavidade não principal. Como a porcentagem de área da cavidade principal não é alta, muitos resíduos serão gerados.
A posição da porta interna não é alterada, mas o orifício retangular superior é conectado a uma nervura de processo de espessura de parede igual, de modo que o metal fundido gira durante o enchimento, e a outra parede lateral é preenchida ao longo da nervura, de modo que ambos os lados as paredes tornam-se a cavidade principal. , A porcentagem da cavidade principal é aumentada e a qualidade das peças fundidas também é bastante melhorada. O furo quadrado superior não adiciona nervuras de processo, mas o portão interno é definido em uma extremidade da peça, de modo que o metal fundido seja preenchido de ambas as paredes laterais ao mesmo tempo, expandindo assim a porcentagem da cavidade principal, garantindo a qualidade e melhorando o índice de qualificação. Esses são três tipos de configurações de gate interno para a mesma peça, o que prova a importância da posição do gate interno.
Embora a tecnologia de computador ajude a selecionar a localização do portão interno, a tecnologia de computador é apenas um método, e o projeto da posição do portão interno ainda é uma tecnologia chave.
Com base em fundições, otimize o sistema de liga de molde de máquina de fundição sob pressão para melhorar a flexibilidade do processo. No sistema de liga de molde para máquina de fundição sob pressão, a qualidade e o desempenho das peças de fundição sob pressão podem ser melhorados ajustando os parâmetros do processo. Esses parâmetros de processo são limitados por uma janela de trabalho (OW). Isso mostra que OW é o diagrama limite desses parâmetros de processo. No processo de fundição sob pressão, o tempo de enchimento, a velocidade da porta interna e a pressão estática final do metal são usados para definir o OW. Esses parâmetros estão relacionados ao fenômeno de enchimento e dependem do projeto do molde e do desempenho da máquina de fundição sob pressão. Durante o projeto do molde, todos os pontos em OW são considerados iguais e não têm prioridade. Pode-se considerar que o melhor ponto de operação existe em um ponto desconhecido no OW, que não pode ser encontrado antes que o molde de fundição seja instalado na máquina de fundição sob pressão. Está. Na fase de projeto do molde, garantir que seja fácil encontrar um bom ponto de trabalho é baseado na consideração da flexibilidade, que é obtida por meio do ajuste em OW.
Por este motivo, os parâmetros do processo são divididos em dois tipos: parâmetros suaves e parâmetros rígidos. Parâmetros suaves referem-se a parâmetros que são ajustados pela operação ou um dispositivo de controle, como nível de potência, pressão do metal, temperatura de fusão, temperatura do molde e tempo de ciclo. Parâmetros rígidos referem-se a um molde que precisa ser corrigido ou uma máquina de fundição que precisa ser corrigida ao mesmo tempo, como diâmetro do punção, área de passagem, ranhura de escape, etc. Parâmetros suaves são fáceis de alterar e ter sucesso durante o molde experimental, enquanto os parâmetros rígidos são difíceis, caros e demorados para alterar. Freqüentemente, é necessário desmontar o molde para correção. Portanto, o método de otimização é baseado em parâmetros suaves e expande a flexibilidade dos pontos de ajuste em OW, proporcionando assim uma gama maior de testes de molde e evitando trocas de molde demoradas e caras.
A temperatura do molde é um dos parâmetros importantes do processo. Pode-se dizer que a temperatura correta e constante do molde é o pré-requisito básico para uma produção confiável e de alta qualidade, alta produtividade, baixa taxa de rejeição e longa vida do molde.
Antes da fundição sob pressão, o molde deve ser pré-aquecido para fazer com que a temperatura do molde alcance 150-200 ℃, o que é benéfico para o revestimento, reduzindo a redução da temperatura de fusão e estendendo o fluxo de fusão, o que é benéfico para o enchimento da cavidade. Além disso, o pré-aquecimento do molde também pode aumentar a resistência do material do molde e reduzir o choque térmico da superfície da cavidade. A melhor maneira de pré-aquecer o molde é usar óleo quente para aquecer, com a ajuda de uma máquina de temperatura do molde para fornecer óleo quente circulante e controlar a temperatura do molde. Se a máquina for equipada com dispositivo para carregamento e descarregamento rápido do molde, o molde pode ser pré-aquecido antes da instalação, o que pode economizar o tempo de pré-aquecimento do molde na máquina e acelerar o início da máquina. Ao mesmo tempo, a máquina de temperatura do molde também é equipada com um sistema de circulação de água de resfriamento para resfriar o molde conforme necessário. O aquecimento a gás também é um método. Gás natural ou gás de carvão podem ser usados dependendo das condições de fábrica. Neste caso, a temperatura do molde pode ser medida com um termômetro de superfície e uma caneta de temperatura. Outros métodos de aquecimento incluem eletricidade e aquecimento infravermelho distante.

Ningbo Fuerd foi fundada em 1987, é líder de serviço completo
Ferramentas de fundição,
fundição de alumínio,
fundição de zinco,
Fundição por gravidade fabricante. Somos um provedor de soluções que oferece uma ampla gama de recursos e serviços que incluem suporte de engenharia,
concepção,
moldescomplexo
usinagem CNC, impregnação, tamboreamento, cromo, pintura a pó, polimento, montagem e outros serviços de acabamento. Trabalharemos com você como parceiros, não apenas fornecedores.
- Serviço completo em fundição sob pressão e usinagem desde 1987
- Máquina de fundição sob pressão de 180 a 4400 toneladas
- Mais de 1500 conjuntos de peças fundidas exportadas para o exterior
- Aprovado pelas principais marcas da indústria automotiva e médica
- Fábrica Certificada IATF 16949
- Famosa “Cidade de fundição sob pressão na China"
- Uma equipe bem treinada irá apoiá-lo com eficiência, desde a solicitação de cotação até a remessa.
NINGBO FUERD MECÂNICA CO., LTD
Website: https://www.fuerd.com